Don't touch.
We burn.
Chemical reactions are part of us.
Specials:







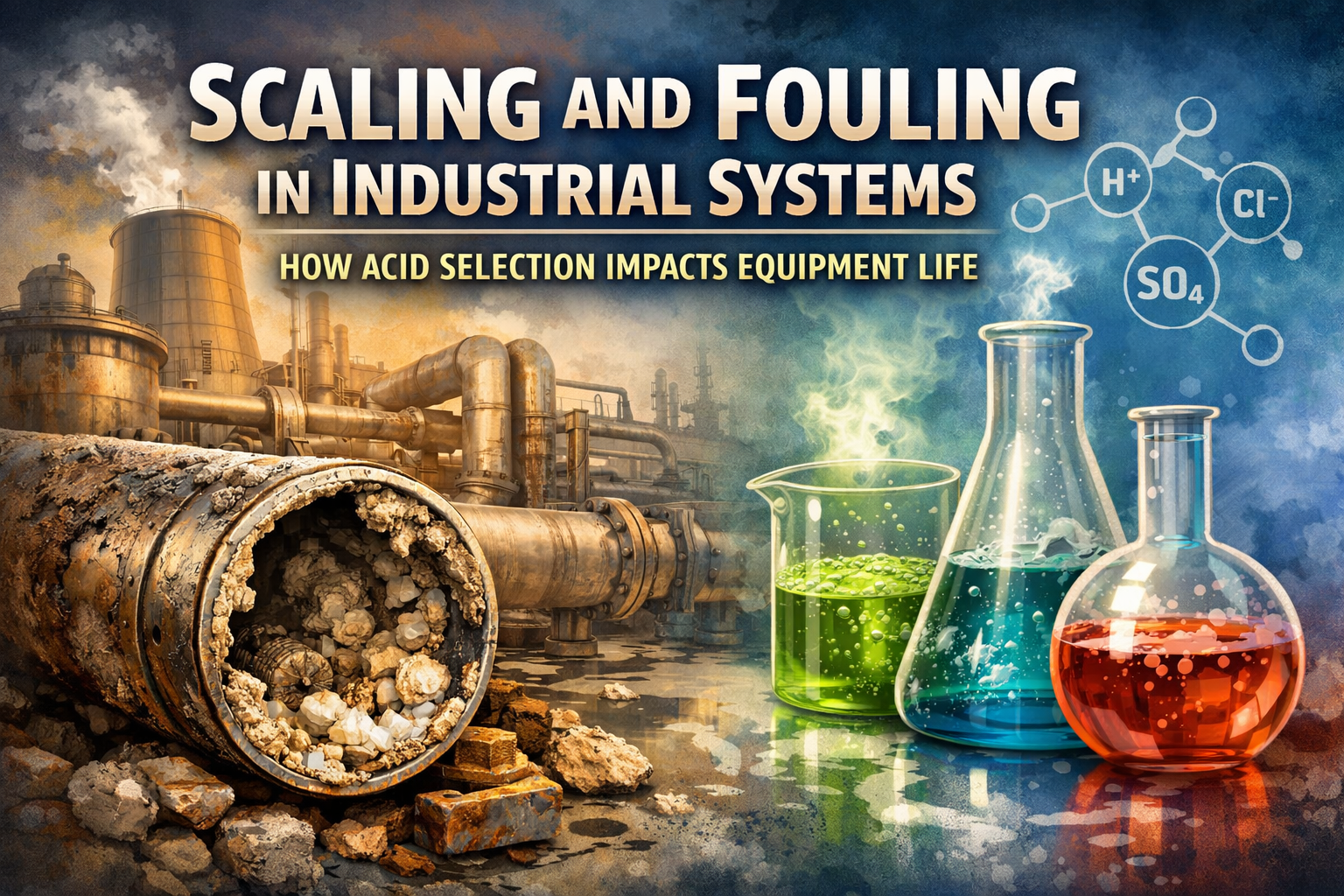
Production/processing phosphoric acid with hard metals removal (TBP, DBP) and others is our main production activity.
This way, we can supply Technical, feed and food grade acid.
We offer Chemical solutions for your business needs!
Main portfolio chemicals
Decachem is specialized in the production and trading of:
- Phosphoric acid - Tech, feed/food grade
- Fertilizers / microelements
- Feed / Food / API goods
- Organic and Inorganic chemicals -Industrial, technical, API grade
Our roots start from the Agriculture and Fertilizer industry. We sell Nitrogen, Phosphate, Potash containing fertilizers and Raw materials for their production.
The normal step forward was to supply FEED/FOOD grade Phosphates and Chemicals and then also API grade materials. We sell various Acids, Nitrates, Sulfates, Peroxides, Esters, etc.
DECACHEM specialised in trading chemicals from Asia to Europe and within Europe. We also operate moderately in the Middle East and North Africa.
Our connections, knowledge and business execution capabilities enable us to perform efficiently, quickly, and in the best of quality/price economics.
Alata
Alice
Open Sans
Noto Sans
Bebas Neue
Great Vibes
Rock Salt
Exo
Belgrano
Overlock
Cinzel
Indie Flower
Staatliches
Roboto Slab
Lato
Noto Serif
Open Sans
Montserrat
Ubuntu
Rubik
Delius
Amiri
Montserrat
Our chemicals never overreact!
Our Sales people do... :)

We're proud to be a Serbian-based business that supplies Organic and Inorganic chemicals GLOBALLY.

I can recommend DECACHEM. Their conduct of business is simple and professional: what they contract - they do and deliver, even if it is sometimes with small or no earnings. Respecting their word. That is important to me, more than the big companies' approach...
Jane Strebber

DECACHEM offers good quality products. I'm happy I found the company through web platforms and search for NaNO3, Phosphoric acid and feed additives.
John Vickast

DECACHEM has been supplying my business for years, as I have a personal friendship with the owner of the company. To me, doing as agreed - is the most important thing in the world. They do what we agree.
Madelaine Fullbright