Industrial Applications of Nitrate Salts: A Chemical Industry Staple
Introduction to Nitrate Salts
Nitrate salts are a group of inorganic compounds that consist of a metal cation and the nitrate anion. The nitrate ion is composed of one nitrogen atom centrally bonded to three oxygen atoms in a trigonal planar arrangement, with a net negative charge. This stable and highly soluble structure makes nitrate salts versatile and widely used in various industrial applications.
The chemistry of nitrate salts is defined by their oxidizing properties, thermal stability and ease of solubility in water. These characteristics make them ideal for roles in agriculture, explosives, pyrotechnics, pharmaceuticals and food preservation. For example, potassium nitrate and ammonium nitrate are key components in fertilizers due to their ability to deliver nitrogen in a readily available form for plant uptake.
In industrial chemistry, nitrate compounds are vital intermediates in synthesis processes, corrosion inhibition and thermal storage systems. Their clean decomposition also makes them suitable for applications requiring minimal residue.
Understanding nitrate chemistry is essential for optimizing its use across sectors. Whether enhancing crop yields or supporting high-energy reactions, nitrate salts remain a cornerstone of modern chemical industries.
As a leading distributor and trusted supplier in this field,
DECACHEM provides high-quality nitrate salts tailored to meet the needs of various industries. With a strong focus on purity, safety and regulatory compliance, DECACHEM ensures reliable delivery and expert support for clients across Asia to
Europe and within Europe, and also in the Middle East and North Africa.
Types of Nitrate Salts Used in Industry
Nitrate salts are widely used across industries due to their reactive nitrate ion (NO₃⁻) and highly soluble nature. Among the most common industrial nitrate compounds are sodium nitrate (NaNO₃), potassium nitrate (KNO₃), ammonium nitrate (NH₄NO₃) and calcium nitrate (Ca(NO₃)₂). Each of these salts has specific physical and chemical properties that make them suitable for different industrial applications.
Sodium nitrate is valued for its strong oxidizing properties and excellent solubility. It is used in glass and ceramics manufacturing, heat transfer salts and as a corrosion inhibitor.
Sodium nitrate uses also extend to pyrotechnics and metallurgy due to its thermal stability.
Potassium nitrate is a key ingredient in fertilizers, explosives and food preservation. In
industrial applications, it’s preferred where potassium is needed as a nutrient or where sodium ions must be avoided. Its high melting point and ability to act as a strong oxidizer make it suitable for thermal processes and energetic formulations.
Ammonium nitrate is known for its high nitrogen content and
explosive properties, making it essential in both agriculture (as a high-efficiency fertilizer) and in mining/blasting industries. Its hygroscopic nature requires careful handling and storage.
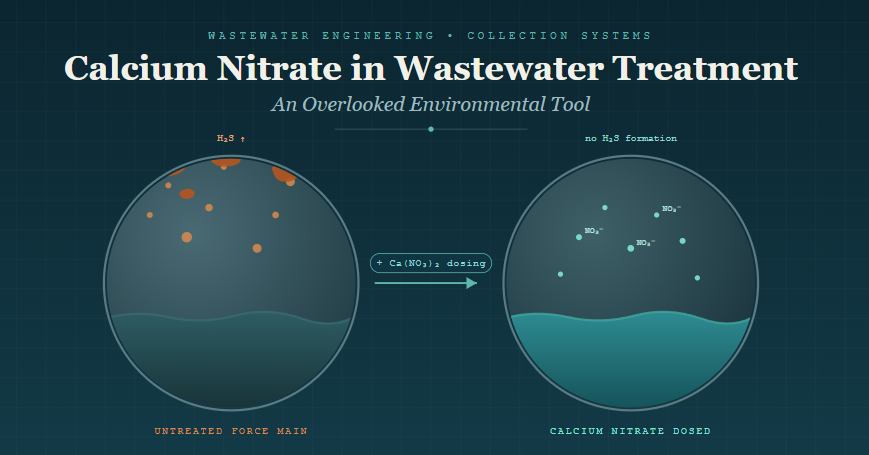
Calcium nitrate is primarily used in agriculture to improve calcium and nitrogen supply to crops. It’s also employed in wastewater treatment and as a setting accelerator in concrete formulations.
Thanks to their unique chemistries, these nitrate salts remain indispensable in
nitrate chemistry for manufacturing, agriculture and energy-intensive industries.

Core Industrial Applications of Nitrate Salts
Fertilizer Production
Fertilizer production plays a crucial role in modern agriculture, particularly through the use of nitrogen-based fertilizers. Nitrogen is an essential nutrient for plant growth, involved in key biological processes such as photosynthesis and protein synthesis. In fertilizer manufacturing, nitrogen is typically supplied in forms such as ammonium nitrate, urea or ammonium sulfate, which are highly effective and readily absorbed by plants.
Nitrogen-based fertilizers are vital for increasing crop yields, improving plant health and enhancing soil productivity. They support the rapid growth of leafy crops, improve fruit and seed development and help farmers maintain consistent harvests even in nutrient-deficient soils.
As the global demand for food rises, efficient fertilizer production ensures that agricultural systems can meet these needs sustainably. High-quality fertilizers, like those provided by DECACHEM’s nitrate solutions, provide farmers with reliable performance and contribute to long-term food security and agricultural resilience.
Explosives and Pyrotechnics
Nitrate salts play a key role in the production of explosives and pyrotechnics due to their strong oxidizing properties and ability to support controlled combustion. Compounds such as ammonium nitrate, potassium nitrate and sodium nitrate are commonly used in various explosive formulations, including dynamite, propellants and military-grade explosives.
Ammonium nitrate, in particular, is a major component in mining and construction explosives, often combined with fuel oil to create ANFO (Ammonium Nitrate Fuel Oil). Its high oxygen content promotes efficient combustion, resulting in powerful and predictable detonation. Potassium nitrate, historically known as saltpeter, is used in black powder and modern pyrotechnic displays, providing both fuel and oxidizer in one compound.
The ability to control the burn rate and energy release makes nitrate salts essential for both industrial blasting and entertainment pyrotechnics. Their versatility ensures they remain a critical component in high-performance energetic materials.
Heat Transfer and Thermal Energy Storage
Nitrate salts are widely used in thermal energy storage systems, especially in solar power plants, where they serve as efficient heat transfer mediums. Mixtures of sodium nitrate and potassium nitrate are commonly used in molten salt technology to store heat during the day and release it at night, ensuring continuous energy production. These salts offer excellent thermal stability, high heat capacity and resistance to decomposition at elevated temperatures.
Beyond their roles in
nitrate fertilizers and
nitrate in explosives, their function in
nitrate salt heat storage highlights their versatility in supporting renewable energy solutions and efficient energy management.
Niche and Emerging Uses of Nitrate Salts
Metal Treatment and Corrosion Prevention
Nitrate salts are essential in
metal treatment and
corrosion prevention across various industries. In
metallurgy,
nitrate-based baths - often containing
sodium nitrate or
potassium nitrate - are widely used for processes such as
metal cleaning, heat treatment and surface passivation. These molten salt baths provide uniform heat distribution, reduce oxidation and promote clean, scale-free surfaces on metal components.
Nitrates also play a key role in forming protective oxide layers, helping to prevent corrosion in steel and alloy systems. In water treatment and cooling circuits, they act as corrosion inhibitors, extending the lifespan of equipment. Their stable and oxidizing nature makes nitrate salts highly effective for industrial metal finishing and maintenance applications.
Pharmaceutical and Laboratory Reagents
Nitrate salts are used in the
pharmaceutical industry and
laboratory settings as essential reagents and precursors in various synthesis and
purification processes. High-purity nitrates, such as
silver nitrate or
barium nitrate, are employed in analytical chemistry for qualitative testing, titrations and compound identification. In pharmaceutical manufacturing, nitrates can act as oxidizing agents or intermediates in the production of active pharmaceutical ingredients (APIs).
Their consistent chemical behavior and solubility make them reliable components in controlled lab environments. Whether used in research or industrial-scale production, nitrates serve as key
building blocks in fine chemical synthesis and quality control procedures.
Wastewater Treatment
Nitrate salts play a crucial role in
wastewater treatment, particularly in
denitrification and
bio-remediation processes. In denitrification,
nitrate compounds are used to facilitate the conversion of harmful nitrates in wastewater into nitrogen gas, effectively reducing nitrogen pollution in aquatic environments. This process is essential for maintaining water quality and preventing
eutrophication. Additionally, nitrates can support
bioremediation efforts by enhancing microbial activity that breaks down pollutants.
In
metal processing and other
industrial applications, nitrates also aid in
water treatment by neutralizing contaminants and improving filtration efficiency. Their versatility makes them a key tool for sustainable water management.
Environmental and Safety Concerns
While nitrate salts are indispensable in various industrial applications, their use and handling raise important environmental and safety concerns. One of the primary issues is nitrate pollution. Agricultural runoff containing high concentrations of nitrate fertilizers can contaminate groundwater and surface water, leading to the development of eutrophication in aquatic ecosystems. This excessive nutrient loading causes algal blooms, oxygen depletion and loss of biodiversity, negatively impacting aquatic life and water quality.
In addition to environmental risks, the handling of nitrate compounds presents explosive hazards. Certain nitrate salts, particularly ammonium nitrate, are highly sensitive to heat, shock and contamination, making them prone to detonation under specific conditions. This poses a significant risk during manufacturing, transport and storage, especially if safety protocols are not strictly followed. The potential for accidental explosions is a critical concern in industries where nitrates are handled, requiring thorough training and preventive measures.
To mitigate these risks, nitrate regulations are in place, governing their safe handling, storage, and transportation. Strict guidelines require proper labeling, secure storage facilities and regular safety inspections. Additionally, specialized protocols are enforced to minimize the chances of contamination, ensure safe storage conditions, and provide emergency response plans in case of accidents. For example, nitrate handling safety includes keeping these chemicals away from heat sources, ensuring proper ventilation, and using protective equipment to reduce exposure.
By adhering to established regulations and safety practices, industries can minimize the potential dangers of nitrate salts while benefiting from their critical applications in agriculture and manufacturing.
Innovations and Sustainability Trends in Nitrate Use
As industries shift toward more environmentally conscious practices, innovations in nitrate use are aligning with the principles of green chemistry. Researchers and manufacturers are exploring sustainable nitrate applications that minimize environmental impact while maintaining high performance. This includes optimizing nitrate formulations for efficiency, reducing the required quantities in processes such as fertilization and metal treatment, and integrating renewable energy sources into nitrate production.
One promising area of development is the creation of safer nitrate-based alternatives. Scientists are working on modifying traditional nitrate compounds to reduce their explosive sensitivity and environmental footprint, especially in sectors like mining and agriculture. These innovations aim to maintain the benefits of nitrates - such as solubility and oxidizing strength - while lowering health and safety risks.
In addition, industries are beginning to adopt closed-loop nitrate systems, where nitrate-containing byproducts are captured, treated and reused rather than discharged as waste. These systems improve resource efficiency, reduce nitrate runoff and support circular economy practices. For example, in fertilizer production, excess nitrates from wastewater are being recovered and repurposed, minimizing loss and environmental contamination.
As regulations tighten and sustainability becomes a priority, the demand for
green chemistry nitrates continues to grow. Companies like
DECACHEM are contributing by offering high-quality, compliant nitrate solutions while exploring innovative ways to improve their environmental profile. These advancements reflect a broader industry trend toward
responsible chemical use, ensuring that nitrates remain valuable yet environmentally manageable across diverse applications.
Conclusion: Nitrate Salts as an Industrial Backbone
Nitrate salts are a cornerstone of modern industry, offering unmatched versatility across agriculture, energy, metallurgy, pharmaceuticals and environmental management. Their unique chemical properties - such as solubility, oxidizing power, and stability - make them essential in both large-scale and precision applications. As sustainability and safety become top priorities, the future of nitrate chemistry lies in innovation, responsible use and closed-loop solutions. With ongoing advancements and strict regulatory support, nitrate salts will continue to serve as a reliable, adaptable and vital component in driving industrial progress and environmental responsibility.
Frequently Asked Questions
What are the top industries using nitrate salts?
Nitrate salts are widely used in agriculture (fertilizers), mining and construction (explosives), metallurgy (heat treatment), energy (thermal storage) and pharmaceuticals (reagents). Their versatility and reactivity make them essential across multiple industrial sectors.
Are nitrate salts environmentally safe?
While effective, nitrate salts can pose environmental risks if mismanaged. Runoff from fertilizers can lead to water pollution and eutrophication. Safe handling, proper application and recovery systems are crucial to minimize environmental impact.
How are nitrate salts stored in bulk?
In bulk, nitrate salts are stored in cool, dry and well-ventilated facilities, away from flammable materials. They require moisture-proof packaging, explosion-proof environments and compliance with safety regulations for oxidizing substances.
What are alternatives to nitrate salts in manufacturing?
Alternatives include phosphates, sulfates and organic oxidizers, depending on the application. In fertilizers, controlled-release and bio-based nutrients are emerging. In explosives, chlorates or peroxide-based compounds may be used, though often with different risk profiles.